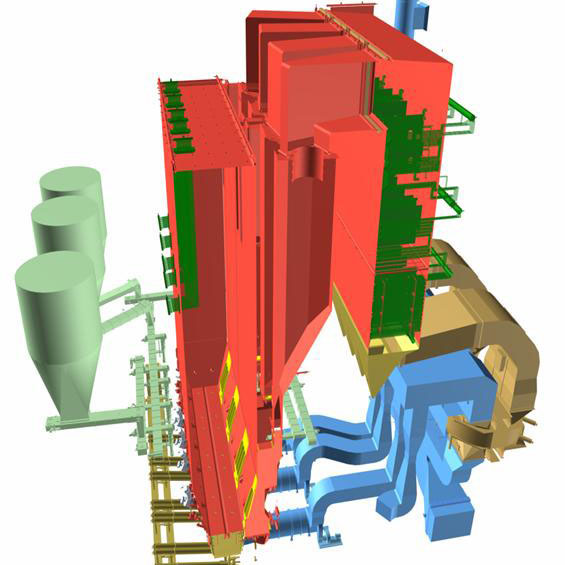
气化炉内部防磨防腐喷涂应根据工件材料、锅炉抗磨喷涂技能要求和工况选择底层和工作层材料。选材时参考其他相关信息。一般情况下,薄涂层选用细粉,厚涂层选用粗粉。
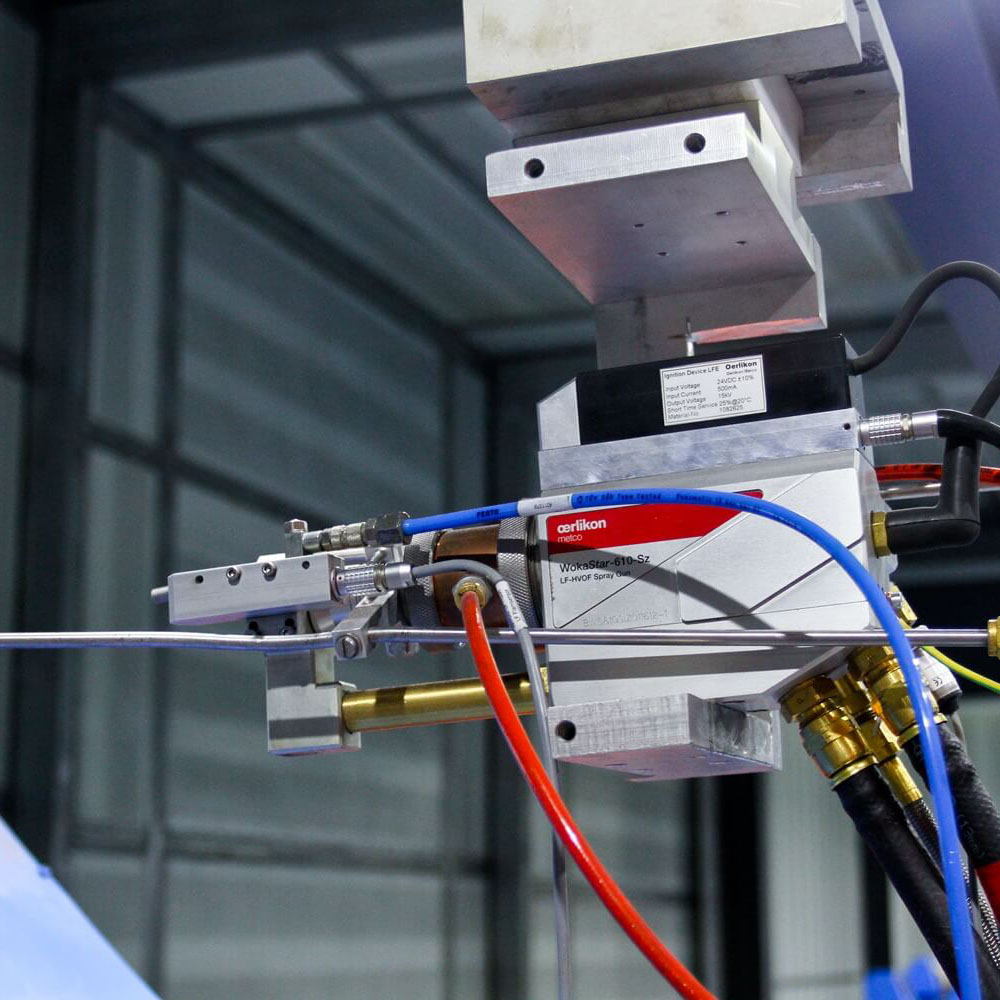
以气化炉内部防磨防腐涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
零件喷涂的首要目的是补偿磨损尺度。一般来说,气化炉内部防磨防腐喷涂后的加工有必要满意尺度、形状和方位精度的要求。因而,在确认涂层厚度时应考虑加工余量,并应考虑喷涂后工件冷热状况的尺度差异。补偿层厚度应为0.4~1毫米,局部厚度应为3毫米。加工余量一般为0.4-0.8毫米。关于磨损小的工件,只喷涂自粘复合材料,厚度为0.3毫米。
www.ynnsdl.cn
Copyright © 2002-2021 云南耐盛电力工程有限公司 版权所有 Power by DedeCms 备案号:滇ICP备2021006699号-1
技术支持: 云南速推科技/13078798362
13629406888(盛先生)