超音速电弧防磨喷涂是用来解决材料与零件因为侵蚀和磨损而失效的先进应用工艺。其基本原理是,焊丝结尾的燃料电弧将熔化均匀进给的焊丝,由特别拉瓦尔喷嘴加快的超音速气流将熔化的焊丝雾化成细小均匀的颗粒,喷射到设备表面,形成一层紧密的母材和微冶金结合层。
一、超音速电弧防磨喷涂工艺技能特点:
1、粒子飞行速度高,达380m/s ,与基体结合强度≥50MPa,涂层硬度≥HRC50﹔
2、涂层耐高温、耐磨损、耐腐蚀,涂层工作温度≥950℃,磨损量<0.1mm(运行8000小时测量值)比基体安排耐磨、耐腐寿数进步10倍以上;
3、超音速电弧防磨喷涂基体温度 100~120℃ ,不存在热变形,涂层外观光滑,安排均匀致密无孔隙;
4、涂层延展性好,与基体安排的热膨胀系数相近,在温度不断变化过程中不开裂;
5、热传导功用高,传热系数34~38W/MK,不影响热传导效率。
二、要害技能优势
1、涂层资料:《含稀土元素的粉芯铁基合金的热喷涂线材》专利号:ZL96120778.7,资料首要成份为:Cr(42~45%)、Ni(10~15%)、B(5~6%)、RE余量。涂层资料的首要成份功用如下:
(1)铬(Cr)元素,进步合金的抗硫化腐蚀功用,构成安稳致密的Cr2 O3保护层以按捺元素的扩散过程并一起具有优秀的耐磨功用,按捺Ni3 S3Z中的S元素,然后减少了低熔点共晶体Ni-Ni3 S3的出现;
(2)镍(Ni)元素:镍具有面立方体结构,安排十分安稳,无同素异形转变,一起具有良好的延展性;
(3)硼(B)元素:在喷涂过程中构成Ni Cr B粘结混合相,相当于涂层结构中的骨架成为硬质质点的载体,硬质质点镶嵌在载体中,在载体中均匀分布。
2、喷涂工艺: 《一种耐腐蚀磨损复合涂层的制备方法》专利申请号:200610057131.9 ,通过进步雾化气压和流速完成喷涂粒子的加速,合理标准电弧电压、喷涂电流、送丝速度、喷涂距离、压缩空气的压力和流量等工艺参数,构成结合强度高、安排致密的高防护涂层。
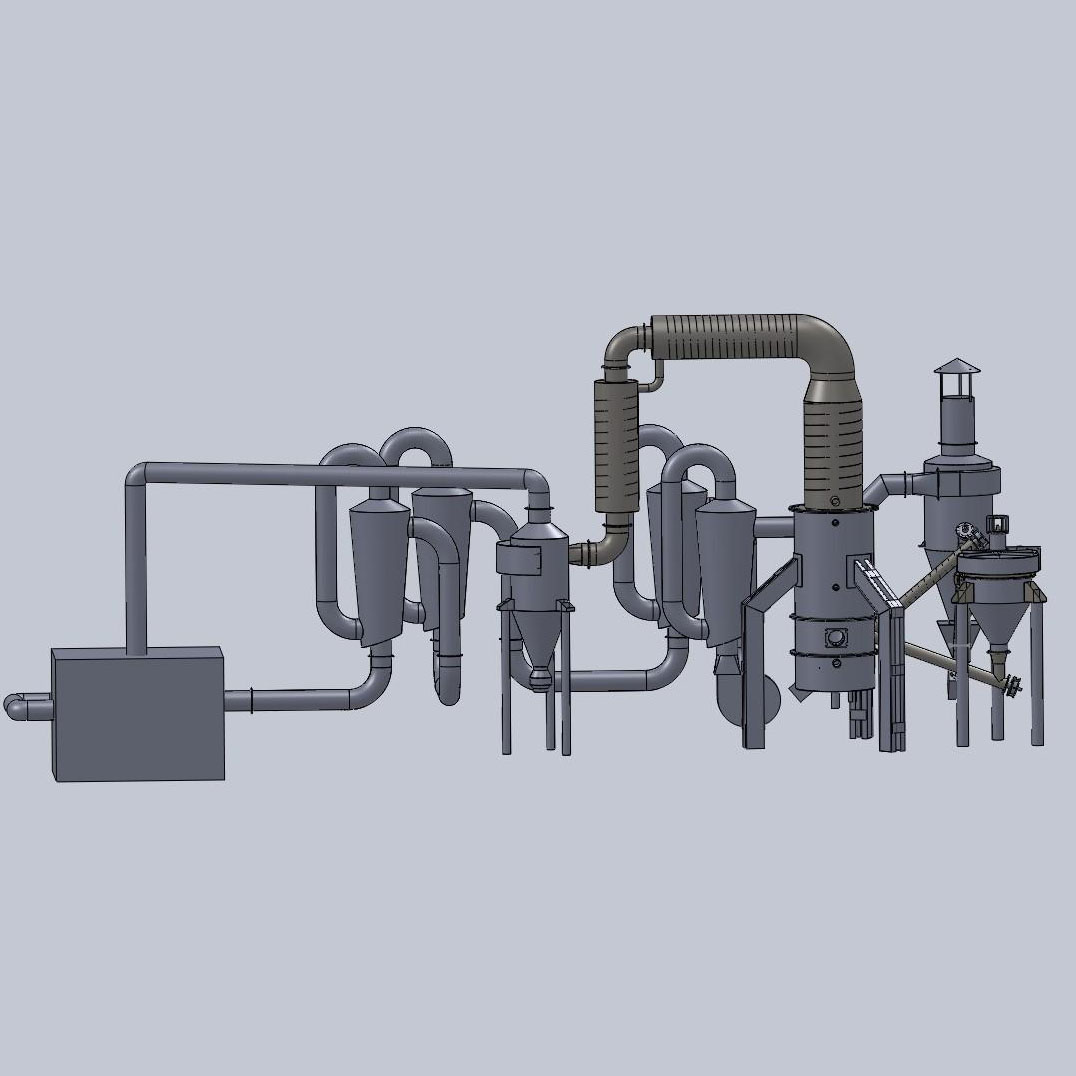
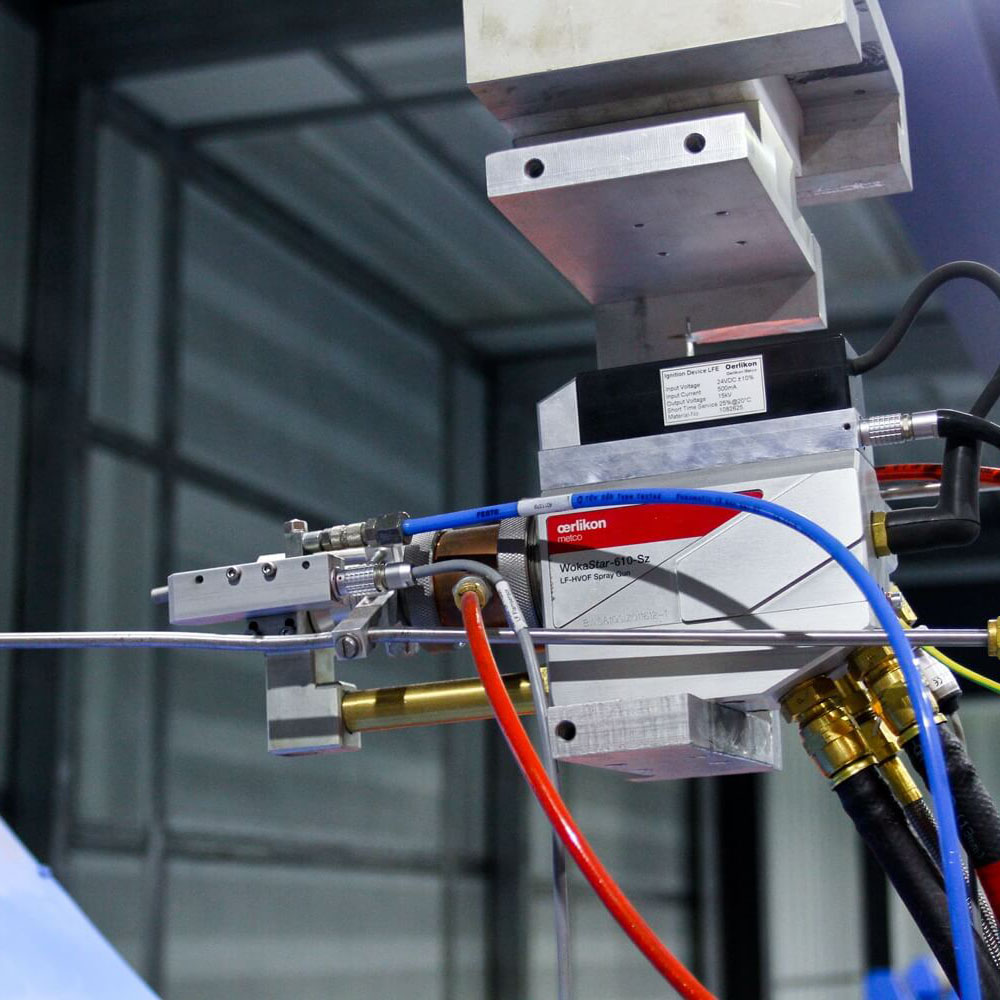
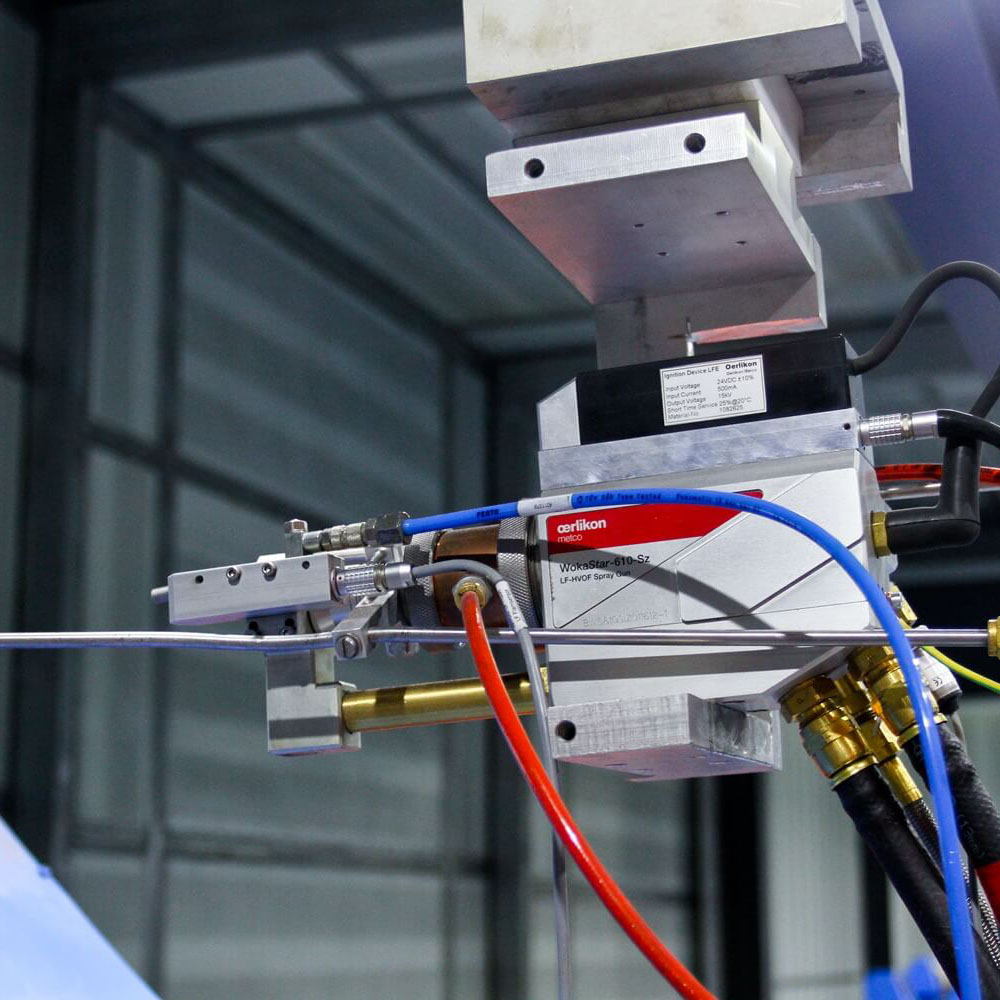
3、喷涂设备:采用国内先进的逆变式超音速电弧防磨喷涂机,能够适应各种不同条件下的外表喷涂施工,轴向气流速度达600m/s,应用智能操控技能,具有良好的动特性以及微调节和补偿功用,配有特制拉伐尔喷嘴的超音速电弧喷涂枪,将粒子的速度进步到超音速,然后达到高质量的喷涂效果。
综上所述,超音速电弧防磨喷涂的工艺特色、材料和设备优势为涂层质量提供了很好的保障。在电厂详细的锅炉施工实践中,依据高温烟气中飞灰对对流受热面的冲击磨损,和含硫介质的高温氧化和腐蚀的严重性,保证涂层在一年质保期内的磨损量小于0.2mm,使用年限可达2~3年,完全满足锅炉受热面运转工况的要求,可防止因磨损和腐蚀造成的非计划停炉和“四管”爆裂事端。
www.ynnsdl.cn
Copyright © 2002-2021 云南耐盛电力工程有限公司 版权所有 Power by DedeCms 备案号:滇ICP备2021006699号-1
技术支持: 云南速推科技/13078798362
13629406888(盛先生)